

MA Pingchuan, MA Lili, YANG Zhenghui, et al. Improved Corona-Resistance Properties of Alumina/Polyimide Films with Exfoliated Layered Double Hydroxide Nanosheets[J]. Chinese Journal of Applied Chemistry, 37(6): 666-672


将二维层状材料水滑石剥离为二维纳米片分散液,向其中加入纳米氧化铝,并进行聚酰亚胺(PI)的原位聚合,构筑PI/水滑石纳米片/氧化铝纳米粒子三元复合薄膜。 结果表明,在PI薄膜中同时加入质量分数为10%氧化铝和2%水滑石纳米片,比仅加入质量分数为10%氧化铝时的耐电晕时间(180 min)提高了12倍,拉伸强度提高了37.8%。 聚合物中同时加入纳米片、纳米粒子两种不同形貌填料,能够同时提升复合材料的耐电晕性能和机械性能。
Incorporation of inorganic nanoparticles to polyimides is an important strategy to improve corona resistance. The improvement of corona-resistant characteristics is closely related to the dispersion of nano fillers. The controllable distribution of nanoparticles in polymer matrix has always been a challenge. In this paper, The Al2O3/polyimide(PI) composites were synthesised via in situ polymerization in the solution of two-dimensional nano-sheets exfoliated from layered double hydroxides (LDH). In the process of the film formation, the two-dimensional nano-sheets tend to aggregate and orientate towards the substrates with the solvent volatilization, which would affect the distribution of Al2O3 in the polymer matrix, and furthermore improve the corona resistance of the Al2O3/LDH/PI composites. The corona resistance time of Al2O3/LDH/PI composites is 180 min, and improves by twelve-fold when 2% (mass fraction) LDH is added into 10% (mass fraction) Al2O3/PI composites, and the tensile strength increases by 37.8%. Due to the different morphologies, the combination of two-dimensional nanosheets and nanoparticles can effectively improve the corona resistance and mechanical properties of Al2O3/LDH/PI composite films.

随着电气装备制造业的快速发展以及高功率变频电机的广泛应用,电气绝缘材料的工作环境更加苛刻。 变频电机在高频脉冲电压作用下,绕组匝间绝缘层产生强烈电晕放电。 这种电晕放电所形成的空间电荷容易造成绝缘材料表面粗化,出现凹坑。 电晕放电集中于这些凹坑并通过树枝化向材料内部发展,直至将材料击穿。 电晕老化是变频电机绝缘材料的主要老化形式,威胁电机可靠运行[1]。 聚酰亚胺(PI)薄膜是一类耐热、高强、轻质、高性能绝缘材料,在航空航天、电子电工和能源转换等诸多领域获得广泛应用[2]。 PI薄膜是具有最高耐热等级的有机绝缘材料之一,但其在变频条件也易发生电晕老化。 20世纪90年代以来,针对变频调速电机电晕老化现象已开展了大量基础和应用研究。 这些研究表明,在PI薄膜中添加无机纳米材料是提高耐电晕性能的重要方法。 在PI中加入粒径5~200 nm的金属或非金属氧化物纳米颗粒,如Al2O3[3,4]、TiO2[5]、ZrO2[6]等,可显著提高薄膜耐电晕性能。 但是,为提高PI薄膜耐电晕性能,通常需要加入质量分数为15%~20%的纳米粒子。 大量纳米粒子的添加,极易造成团聚,致使薄膜机械性能严重劣化,难以满足耐电晕薄膜对机械性能的应用要求。 仅通过增加纳米粒子含量提高PI薄膜耐电晕性能的方法,缺乏足够实用性。 因此,耐电晕PI薄膜的研究方向主要集中于如何在提高耐电晕性能的同时,保持薄膜机械性能不因耐电晕填料的加入而显著降低。 采用PI-Al2O3/PI/PI-Al2O3三层复合薄膜结构,可在提高耐电晕性能的同时保持其机械性能。 但是,这种三层复合膜结构增加了耐电晕薄膜的技术难度和设备的复杂性。 因此,研究具有单层薄膜结构的PI,如何使耐电晕性能和机械性能同步提升,一直是耐电晕薄膜研究领域的重要方向。
二维纳米层状材料是一种改善聚合物性能的重要填料。 特别是剥离的二维纳米片,以极少的添加量即能显著改善薄膜性能。 Wu等[7]将氮化硼纳米片加入聚偏氟乙烯,提升材料击穿场强。 Ghosh等[8]将蒙脱土加入聚偏氟乙烯中,提升了复合材料的耐击穿特性。 剥离分散的二维纳米片在改善电性能的同时,也能提升薄膜的机械性能以及对水、氧的阻隔性能。 水滑石是一类具有层状结构的双金属氢氧化物(layered double hydroxides,LDH),其层板呈正电性,厚度仅为0.48 nm,层间存在平衡无机阴离子[9,10],例如,CO32-、NO3-等。 Tsai等[11]将有机插层水滑石加入聚酯中,显著提升了复合材料的气体阻隔性和耐热性能。 Dinari等[12]在PI中加入有机插层水滑石,在提高复合材料耐热性能的同时,拉伸强度也提高了32%。
本文利用全氟辛基磺酸钾经由离子交换插层修饰水滑石,将其在PI的聚合溶剂 N, N-二甲基乙酰胺(DMAc)中剥离,形成均匀分散的LDH二维纳米片溶液。 向其中加入纳米Al2O3,并进行PI的原位聚合制备Al2O3/LDH/PI复合材料。 在溶剂挥发、凝胶成膜过程中,剥离分散的水滑石纳米片呈现向基板方向的取向和堆积倾向,这种倾向将有利于氧化铝纳米粒子在PI中的均匀分散。 通过二维层状纳米片、纳米粒子这两种不同形貌填料的组合,以期同时提高PI复合薄膜的耐电晕性能和机械性能,以使单层薄膜的性能达到三层薄膜相近的水平。
纳米氧化铝(粒径<20 nm,购自德国Evonik Industries公司);镁铝水滑石(LDH,粒径300~600 nm,层间距0.76 nm)购自美国Sigma-Aldrich公司;全氟辛基磺酸钾(≥98%)购自福建邵武安晟祺化工有限公司;4,4'-二氨基二苯醚(ODA,≥99.5%)购自山东万达化工有限公司,直接使用;均苯四甲酸二酐(PMDA)购自石家庄昊普化工有限责任公司,使用前于200 ℃干燥4 h; N, N-二甲基乙酰胺(DMAc)购自北京化工厂,分析纯,使用前用CaH2干燥,减压蒸馏。
D8 ADVANCE型广角X射线衍射仪(WAXD,日本理学公司);Vertex 70型傅里叶转换红外光谱仪(FTIR,德国Bruker公司);TGA-2型热重分析仪(TGA,美国PerkinElmer公司); XL30型场发射环境扫描电子显微镜(SEM,美国FEI公司);DMTA V型动态热机械性能分析仪(DMA,美国Rheometric Scientific Inc公司);GM-3H型高频脉冲绝缘测试仪(上海申发检测仪器有限公司)。
1.2.1 插层水滑石的制备及其剥离
将水滑石(2.00 g,3.31 mmol)、全氟辛基磺酸钾(1.96 g,3.64 mmol)加入到500 mL去离子水中,搅拌分散均匀。 利用适量稀硝酸,控制体系pH值在4~5之间,室温反应72 h。 经过滤、干燥后得到全氟辛基磺酸根插层水滑石[13]。 将3.0 g插层水滑石分散于DMAc中,超声4 h,离心,获得澄清的水滑石二维纳米片分散液,分散液中LDH的质量分数为0.70%。
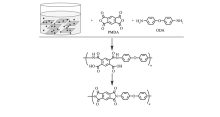
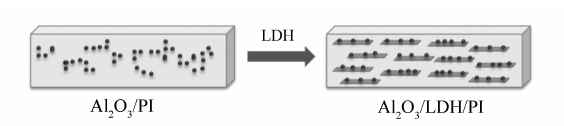
1.2.2 Al2O3/LDH/PI复合薄膜的制备系列Al2O3/LDH/PI复合薄膜的制备均采用原位聚合法(图1)。 复合薄膜中剥离分散的水滑石纳米片的质量分数分别为1%、2%和4%,纳米Al2O3的质量分数均为10%。 具体过程是:向一定量的水滑石纳米片分散液中加入Al2O3、ODA以及溶剂DMAc,超声使Al2O3均匀分散。 加入PMDA,室温聚合24 h,获得聚酰胺酸(PAA)溶液,将其涂布于玻璃板表面,置于烘箱80 ℃加热固化成膜,然后以1 ℃/min升温到400 ℃,保持1 h,进行热亚胺化,获得Al2O3/LDH/PI复合薄膜。所有复合薄膜的厚度均为(25±1)μm。
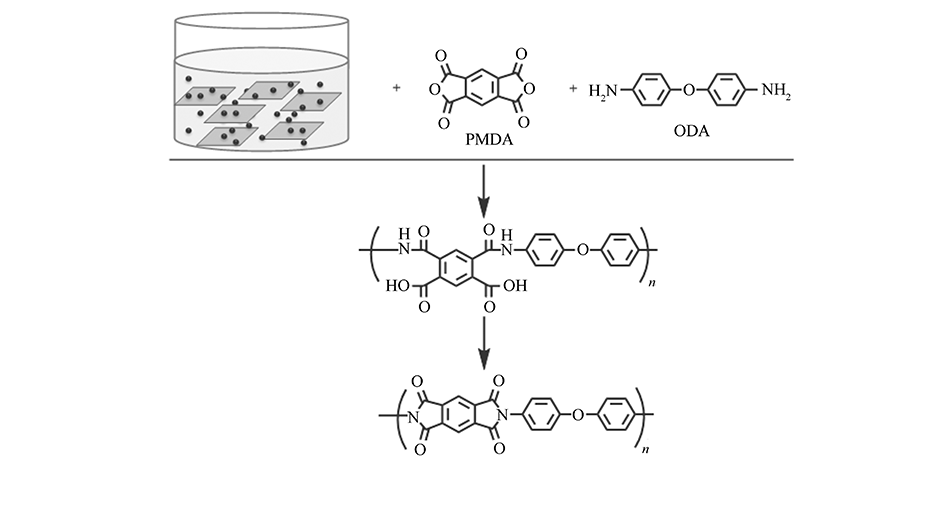 | 图1 Al2O3/LDH/PI复合材料的制备过程Fig.1 Scheme of the preparation procedure for Al2O3/LDH/PI |
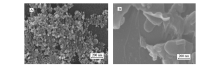
图2A和2B分别为纳米Al2O3和剥离后水滑石纳米片的SEM电镜照片。 商品纳米Al2O3是直径低于20 nm的均匀球形粒子,在SEM电子显微镜中显示其球形粒子聚集的形貌。图2B显示了有机插层水滑石在DMAc中剥离后的二维纳米片,其二维径向尺寸为300~600 nm,镁铝水滑石的层板厚度约0.47 nm,因此剥离后的二维纳米片显示出很高的径厚比。
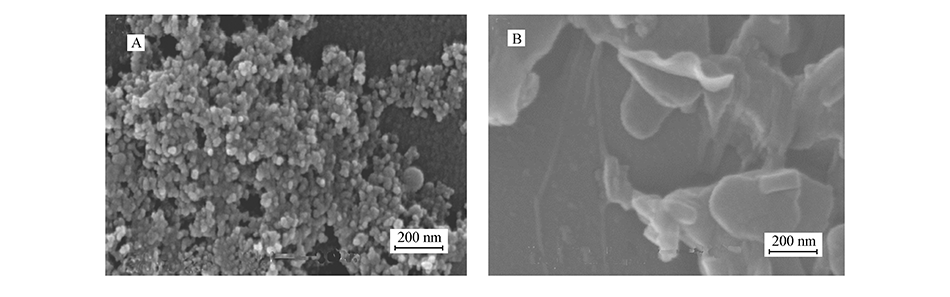 | 图2 Al2O3(A)和LDH(B)的SEM照片Fig.2 SEM images of Al2O3(A) and LDH nanosheets(B) |
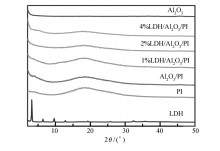
图3显示填料及复合薄膜的WXRD图谱。 由图3可知,LDH经插层修饰后,层间距增加到2.52 nm(商品镁铝水滑石层间距0.76 nm)[15],表明氟碳表面活性剂经由离子交换插层进入层板之间,使层板间距增加,这将有利于其在聚合溶剂DMAc中的剥离。 将氟碳插层修饰的LDH在DMAC中剥离后,原位聚合制备的复合材料Al2O3/LDH/PI的XRD图谱中没有显示出LDH相应的衍射峰。 表明复合材料中加入的剥离LDH,不存在层状有序结构,没有聚集。
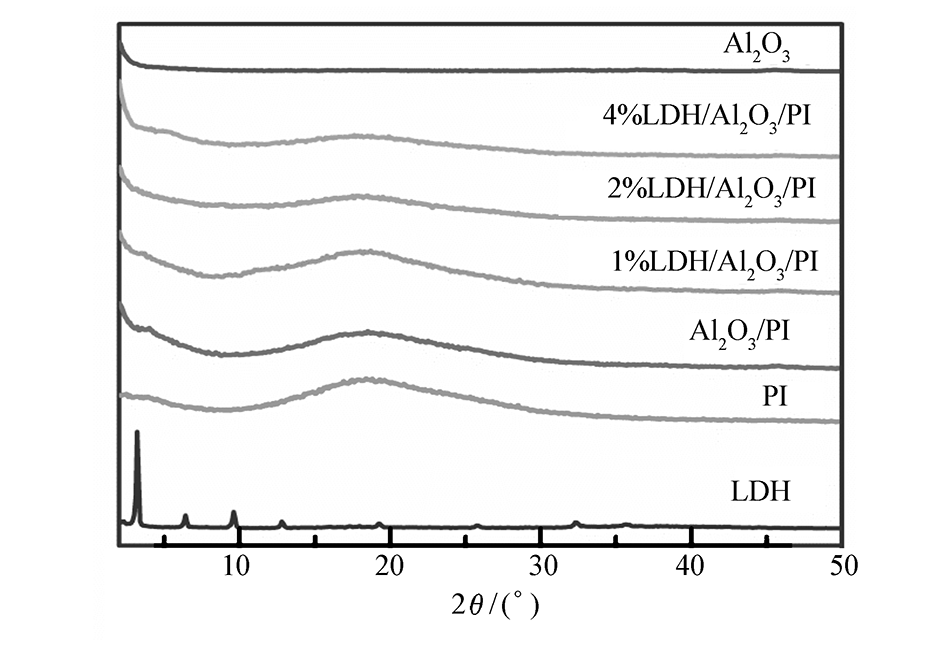 | 图3 LDH, Al2O3和LDH/Al2O3/PI的XRD曲线Fig.3 XRD patterns of LDH, Al2O3 and LDH/Al2O3/PI |
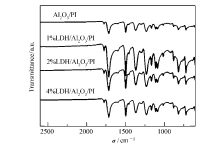
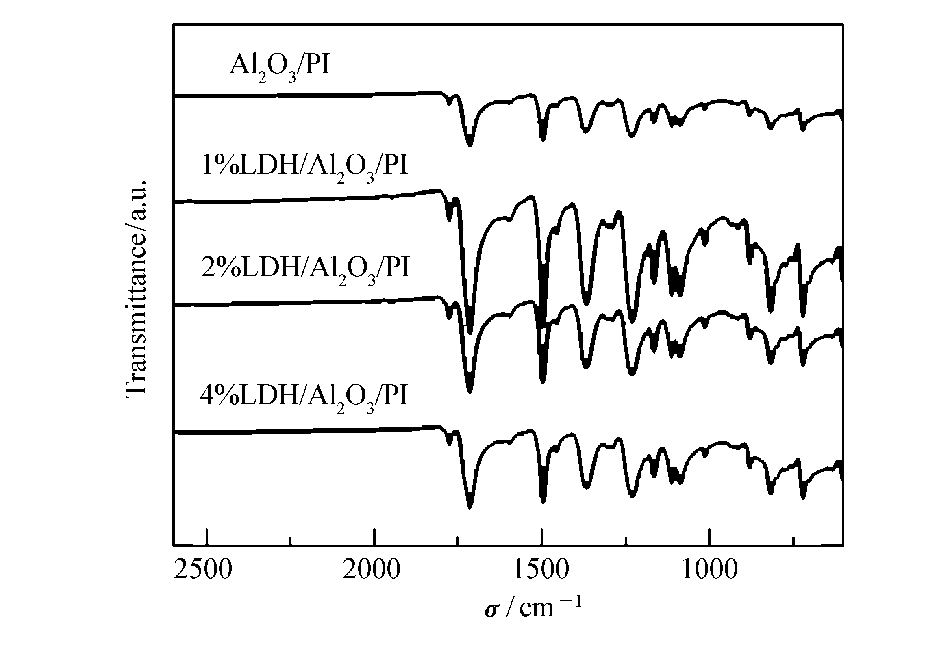 | 图4 LDH/Al2O3/PI的FT-IR光谱Fig.4 FTIR spectra of LDH/Al2O3/PI |
PI及其复合薄膜Al2O3/LDH/PI的红外光谱,结果如图4所示。 这些谱图中均出现1774、1712和1370 cm-1的特征吸收峰,其分别对应酰亚胺中C=O的非对称伸缩、对称伸缩和C—N伸缩振动,这些是典型的PI特征峰。 这些谱图中并未观察到未亚胺化的聚酰胺酸在1660和1550 cm-1处的特征吸收峰。表明这些薄膜均已完全亚胺化。
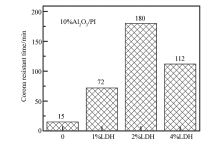
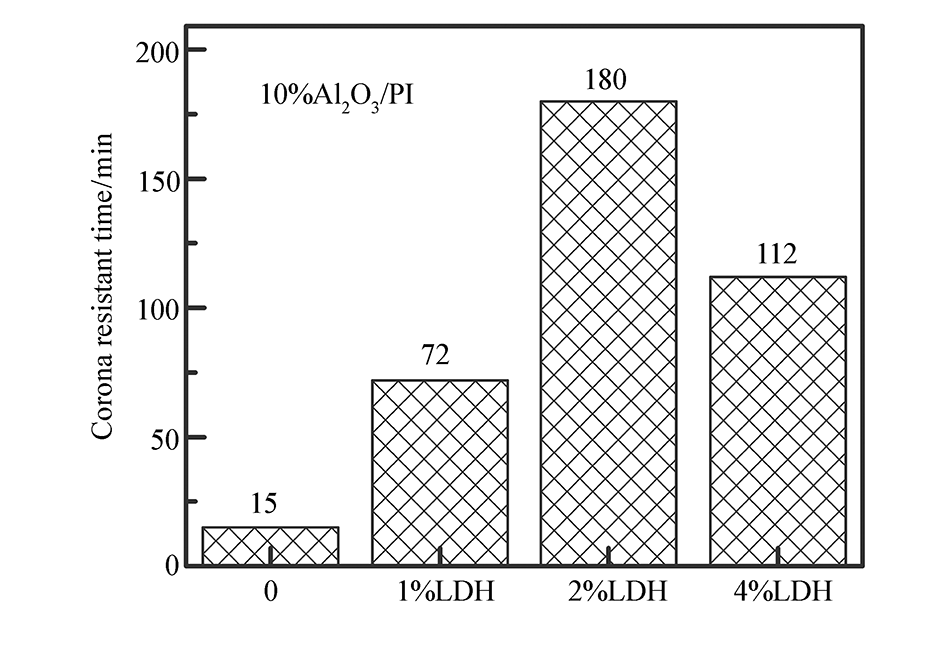 | 图5 Al2O3/LDH/PI复合薄膜的耐电晕时间Fig.5 Corona-resistance times of Al2O3/LDH/PI films |
复合薄膜的耐电晕时间测试结果如图5所示。 在10%Al2O3/PI复合材料中增加LDH二维纳米片,随着二维纳米片含量增加,Al2O3/LDH/PI复合薄膜的耐电晕时间大幅增加。 LDH纳米片的加入量达到2%时,耐电晕时间从15 min增加到180 min,增加了12倍。 在Al2O3/PI复合材料中加入少量LDH剥离纳米片就能显著提高耐电晕时间,这可能与剥离的LDH二维纳米片能够显著改善纳米Al2O3的分散性有关。
Al2O3纳米粒子的粒径低于20 nm,而LDH纳米片的二维尺寸为300~600 nm。 在均匀分散的二维纳米片分散液中,纳米粒子和聚合物分子链也均匀分布。 在凝胶成膜过程中,随着溶剂从溶液表面挥发,二维纳米片向基板方向沉降堆积。 由于二维纳米片有较大的长径比(>800)以及径向面积,倾向于平行于基板方向堆积。 纳米Al2O3和聚合物分子链向基板方向的聚集过程被LDH二维纳米片所影响。 纳米片的二维尺寸远大于Al2O3纳米粒子,被纳米片隔开的纳米粒子,不能进一步聚集,从而抑制了纳米粒子的聚集程度,如图6所示。 同时,纳米粒子也抑制了纳米片之间的紧密层叠。 两种不同形貌纳米填料的相互影响,最终改善了Al2O3纳米粒子的均匀分散程度,进而提高了PI薄膜的耐电晕性能。
 | 图6 LDH和Al2O3在复合材料中的分散性示意图Fig.6 Schematic of the morphology of LDH and Al2O3 dispersed in LDH/Al2O3/PI films |
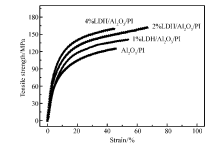
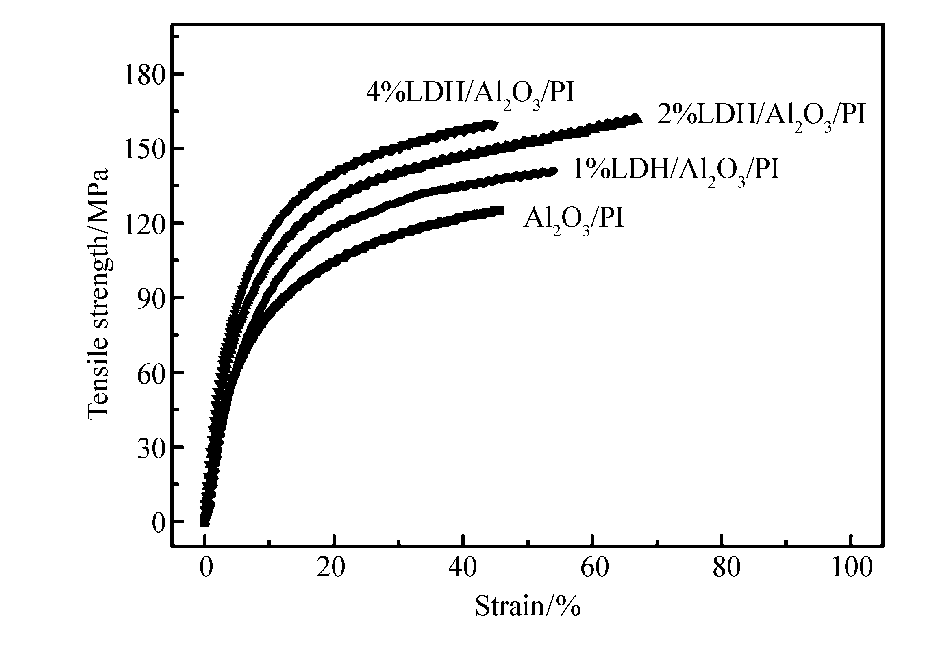 | 图7 LDH/Al2O3/PI复合薄膜的应力-应变曲线Fig.7 Stress-strain curves of LDH/Al2O3/PI |
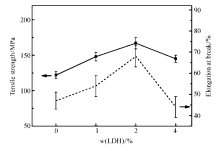
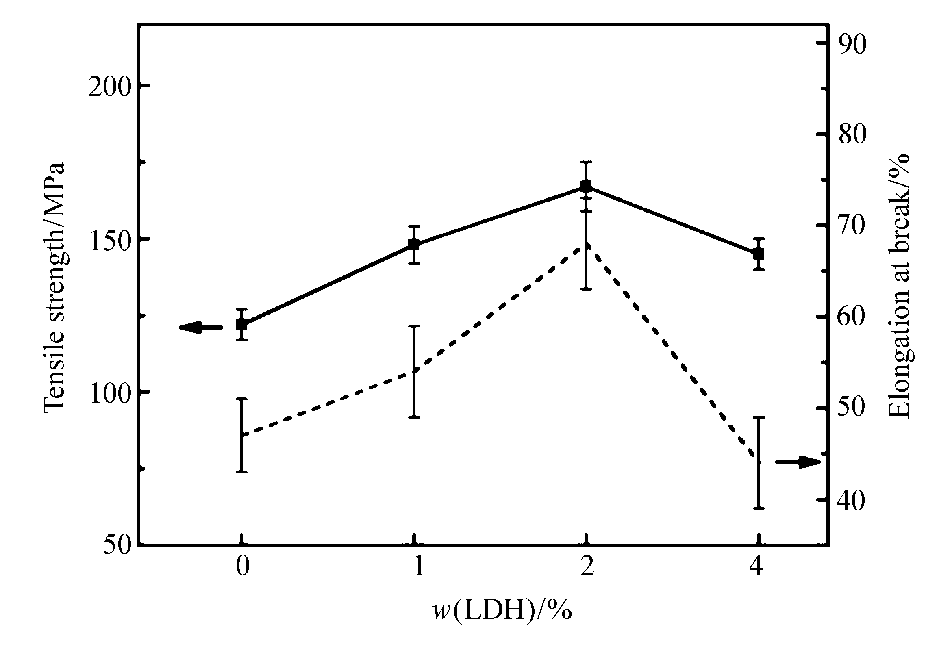 | 图8 复合薄膜拉伸强度(A)和断裂伸长率(B)随LDH质量分数的变化Fig.8 Varation for tensile strength(A) and elongation at break(B) with different LDH mass fraction in LDH/Al2O3/PI films |
在复合材料Al2O3/PI中增加LDH纳米片,其应力应变曲线如图7所示,相应的拉伸强度和断裂伸长率的变化曲线如图8所示。 随着LDH纳米片质量分数增加,薄膜的拉伸强度和断裂伸长率均呈现先增加后降低趋势。 在LDH纳米片添加量为2%时,拉伸强度和断裂伸长率均达到最大值,体现出LDH纳米片能够改善Al2O3/PI复合薄膜机械性能的效果。 LDH纳米片提升复合材料机械性能的原因,一方面是LDH纳米片可以改善Al2O3在PI基体中的分散性,增加了界面分数,有利于应力转移,另一方面是二维纳米材料自身对复合材料的增强效果。
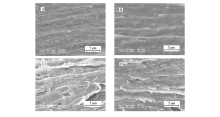
图9展示了Al2O3/PI以及不同LDH含量的LDH/Al2O3/PI复合薄膜的低温脆断面SEM电子显微镜图片。 复合材料Al2O3/PI的脆断面比较平滑,而在其中增加LDH二维纳米片后,脆断面明显粗糙,显示出鳞片状形貌。 这表明在PI中加入10%Al2O3时,大量纳米粒子容易在PI基体中形成团聚,使复合材料Al2O3/PI呈现明显的脆性断裂形貌。 在加入LDH二维纳米片后,改善了整体纳米填料在聚合物基体中的分散状况,断裂面呈现韧性断裂的特点。 特别是加入2%的LDH二维纳米片后,韧性断裂特点更加明显。 因此,LDH二维纳米片的加入能够显著提高Al2O3/PI薄膜的拉伸强度。 这些微观形貌的变化进一步证实了LDH二维纳米片有助于Al2O3纳米粒子在PI基体中的均匀分散。
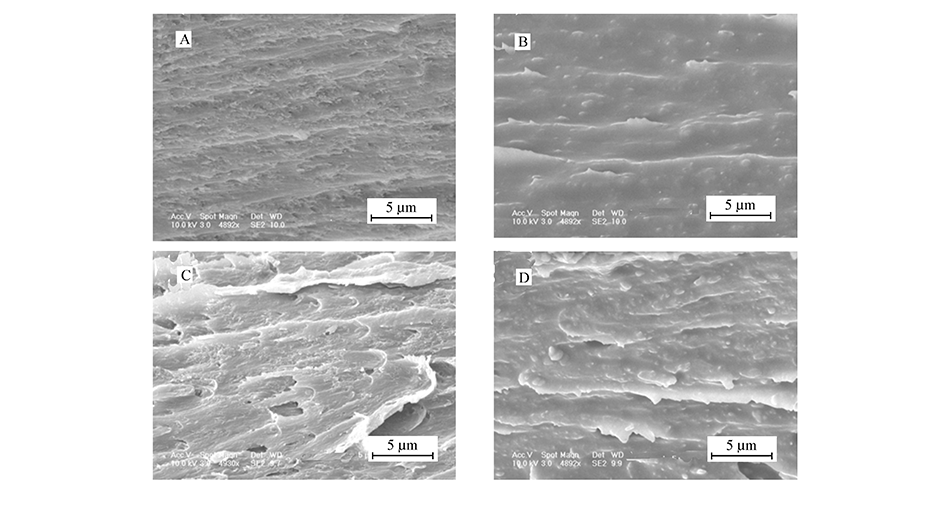 | 图9 复合薄膜Al2O3/PI(A), 1%LDH/Al2O3/PI(B), 2%LDH/Al2O3/PI(C)和4%LDH/Al2O3/PI(D)的断面SEM电子显微镜照片Fig.9 SEM images of Al2O3/PI(A), 1%LDH/Al2O3/PI(B), 2%LDH/Al2O3/PI(C) and 4%LDH/Al2O3/PI(D) |
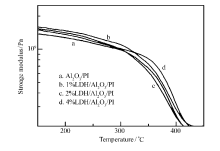
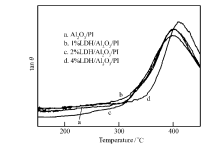
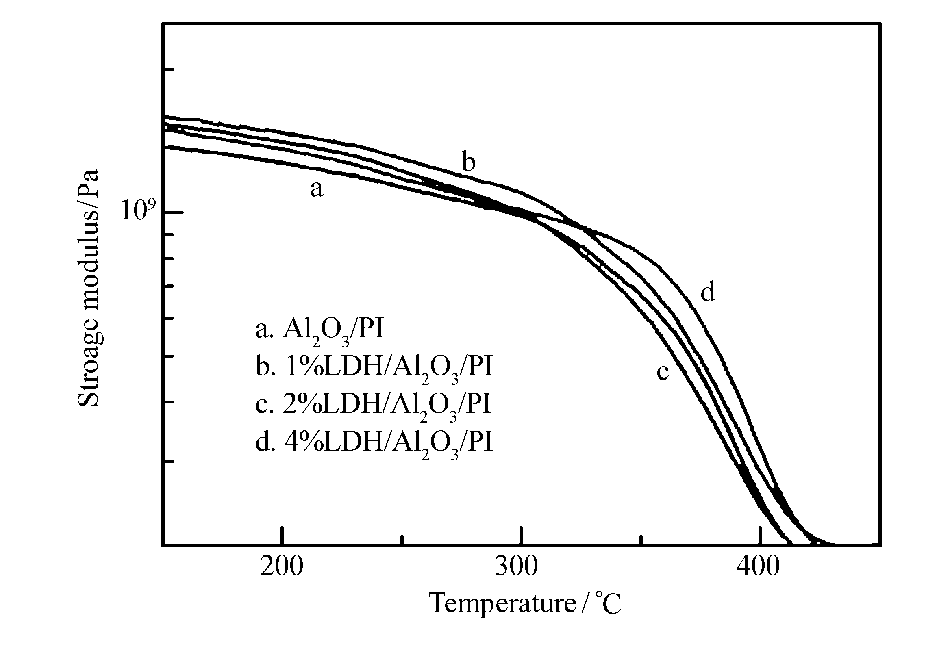 | 图10 LDH/Al2O3/PI储能模量随温度的变化Fig. 10 Storage modulus curves of LDH/Al2O3/PI films as a function of temperature |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
在LDH纳米片的分散液中,进行原位聚合制备Al2O3/LDH/PI复合薄膜,由于LDH二维纳米片在成膜过程中的平行堆积,改善了Al2O3纳米粒子在PI基体中的分散状况,同时提升了复合薄膜的耐电晕时间、机械性能和热性能。 因此,二维层状纳米片、纳米粒子两种填料的组合,能够有效改善纳米粒子在聚合物基体中的分散状况,进而提高与纳米粒子分散性相关的材料性能。 这种方法有望在更多的纳米复合功能材料领域得到应用,特别是在高纳米粒子含量的复合材料中,增加二维纳米片的效果应该更加显著。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|