
PAN Ge, LIU Fang, FU Zhilei, et al. Effect of Mass Fraction of Color Paste in Waterborne Polyurethane Coatings on Low Temperature Blasting Properties of Polyvinyl Chloride Skin[J]. Chinese Journal of Applied Chemistry, 37(2): 182-189

本文制备了一系列不同色浆质量分数的水性聚氨酯涂料,并将其喷涂在汽车仪表板聚氯乙烯(PVC)表皮的背面形成复合材料。 用旋转流变仪表征了涂料的粘度以评价其喷涂性能;用差示扫描量热仪表征了材料的玻璃化转变温度( Tg);利用万能材料试验机表征了材料在-30 ℃条件下的拉伸性能及抗撕裂性能;用动态热机械分析仪表征了材料的损耗比随温度的变化。 结果表明:不同色浆质量分数的涂料都能喷涂,含有涂层材料PVC表皮在-30 ℃低温爆破性能与涂层材料的 Tg、低温拉伸性能、抗撕裂性能的关系并不大,而与涂层材料的阻尼性能直接相关。 材料的阻尼性能越好,其低温爆破性能越好。
 , XU Zhaohua
, XU ZhaohuaIn this paper, a series of waterborne polyurethane coatings with different concentration of color paste was prepared, and the coating was sprayed at the backside of polyvinyl chloride (PVC) skin of automotive instrument panel to form a composite. The spraying property of the coating was evaluated by measuring the viscosity of coating by rheometer; the glass transition temperature ( Tg) of sample was characterized by differential scanning calorimeter; the tensile properties and tear resistance of sample under -30 ℃ were characterized by universal material testing machine; and the damping factor of sample was characterized by dynamic mechanical thermal analysis. It was observed that the coating with different mass fraction of color paste can be sprayed. The blasting property of PVC skin at -30 ℃ was found to be related with the damping factor of the sample rather than the Tg, tensile properties and tear resistance of sample under low temperature. The bigger the value of damping factor was, the better the lasting property of PVC skin with coating layer had.
汽车仪表板是汽车内饰的重要组成部分[1],是汽车重要的功能件与装饰部件[2]。 目前,中高端汽车首选的软质仪表板通常由表皮层、发泡塑料层和刚性骨架构成[3],其中表皮层是客户直接感触的对象,也是影响安全气囊是否能成功爆破的重要因素[4]。 软质仪表板的表皮按成型工艺主要分为吸塑表皮、喷塑表皮和搪塑表皮。 搪塑成型[5]属于无应力加工技术[6],具有表皮尺寸稳定、厚度均匀、纹理清晰、耐热老化性能优异的特点[7],明显优于吸塑和喷塑工艺。目前,大多数车型上软质仪表板的表皮是搪塑表皮。 搪塑表皮按照原材料主要分为聚氯乙烯(PVC)和热塑性聚氨酯(TPU)搪塑表皮[8]。 PVC搪塑表皮具有良好的手感、复型能力高和价格低等优点,但PVC搪塑表皮的玻璃化转变温度( Tg)高,在低温下容易变硬发脆[9]。 当安全气囊低温爆破时,仪表板气囊区的PVC搪塑表皮往往会出现表皮碎裂飞溅的问题,从而带来了巨大的安全隐患[10]。 热塑性聚氨酯(TPU)具有优良的低温性能,环保、可循环使用等优点,耐老化性、耐化学性和抗磨损性也要优于PVC材料[11]。 由于TPU搪塑表皮的价格是一般PVC搪塑表皮的2~3倍,目前大多数中高档汽车使用的是价格更低却有安全隐患的PVC搪塑表皮[12]。
为了改善PVC搪塑表皮的低温性能,一些汽车内饰制造企业尝试了在PVC搪塑表皮上复合具有优良低温性能的聚氨酯材料的办法。 戴干策等[13]在PVC搪塑表皮的气囊区域喷涂TPU粉末等涂层来改善搪塑表皮在气囊区域的低温爆破性能。 该成型工艺的缺点在于喷涂TPU粉末后的再加热步骤导致PVC搪塑表皮在加工过程中的分解加剧,对PVC搪塑表皮的力学性能产生不利影响。 水性聚氨酯涂料具有环保、易施工等特点,利于其在PVC搪塑表皮上的应用。 Decher等[14]在PVC搪塑表皮的气囊区域喷涂水性聚氨酯涂料或脂肪族双组份聚氨酯反应型涂层或芳香族双组份聚氨酯反应型涂层来改善PVC搪塑表皮在气囊区域的低温爆破性能。 侯剑锋等[15]在PVC搪塑表皮的气囊区域喷涂水性聚氨酯涂料与色浆[16]、成膜助剂[17]、消泡剂[17]、润湿剂[18]、增稠剂[19]复配后的涂料来改善PVC搪塑表皮低温爆破性能。 但是,目前对于水性聚氨酯涂层材料的力学性能与涂覆该聚氨酯涂层材料的PVC搪塑表皮的低温爆破性能之间的关系并不清楚。 只有研究清楚这一基础科学问题,才能指导水性聚氨酯涂料的配方设计,为其改善汽车仪表板PVC搪塑表皮低温爆破性能提供指导。
本文采用多种表征手段对一系列不同色浆质量分数的水性聚氨酯涂层材料的喷涂性能、力学性能、阻尼性能以及PVC搪塑表皮的低温爆破性能进行了研究,并建立了聚氨酯涂层的阻尼性能与涂覆该聚氨酯涂层材料的PVC搪塑表皮的低温爆破性能之间的关系。
水性聚氨酯分散体WBD-408(≥50%)购自上海韦奇化工有限公司,该产品为阴离子型的脂肪族聚氨酯乳液,其pH值为8.0~9.5、粘度为100~800 mPa·s(23 ℃);水性炭黑色浆CTH-5000(≥45%)购自上海彩生色料化学股份有限公司颜料;成膜剂十二碳醇酯(≥99.5%)购自郑州森耀化工有限公司;消泡剂CFX0(≥99.9%)购自广州市润宏化工有限公司;润湿抑泡剂PE-100(≥99%)购自广州雅创贸易有限公司;RM-8W HS型非离子聚氨酯流变改性剂增稠剂(≥99%)购自上海航森化工科技有限公司。
SDTA861e型动态热机械分析仪(DMA,美国Mettler-Toledo公司);INSTRON-5869型材料试验机(美国Instron公司);AR-2000ex型流变仪(美国TA公司);Diamond Q2000功率补偿型差示扫描量热仪(DSC,美国TA公司)。
本文制备了一系列不同色浆质量分数的水性聚氨酯涂料PU0、PU5和PU20,具体配比如表1所示。 取适量上述涂层材料,加入喷枪中待用。 为了表征纯的涂层材料的力学性能等,首先制备纯的涂层材料,将上述涂层材料喷涂在聚对苯二甲酸乙二酯(PET)薄膜上,待涂层材料干后可从PET薄膜上剥离,从而得到纯的涂层材料,本实验中纯的涂层材料的厚度为0.27 mm。 为了表征有涂层材料的PVC搪塑表皮的力学性能等,将上述涂层材料喷涂在0.8 mm厚的PVC搪塑表皮上,待涂层材料干后即可,有涂层材料的PVC搪塑表皮的厚度为1.1 mm。
| 表1 不同色浆质量分数的水性聚氨酯涂料配比 Table 1 Waterborne polyurethane coatings with different color paste mass fraction |
不同色浆质量分数的水性聚氨酯涂料在室温下的粘度用应力控制型流变仪进行表征,所用夹具为50 mm平行钢板夹具,剪切速率:1~1000 s-1。 DSC实验的温度测试的范围是-80~0 ℃,升温速率为5 ℃/min;DMA实验的温度扫描范围是-80~100 ℃,升温速率为4 ℃/min,频率为100 Hz,所用力的上限为10 N,压缩量的上限为40 μm(线性应变区);低温拉伸实验在-30 ℃条件下进行,拉伸速率为10 mm/min;低温抗撕裂实验在-30 ℃条件下进行,试验时拉伸速率均100 mm/min,根据GB 529-2008的标准,采用直角样条进行试验。 对于有涂层材料的PVC搪塑表皮的低温爆破性能的表征,首先对上述表皮材料进行冷刀弱化操作,操作完成后表皮材料与仪表板骨架发泡,发泡后的仪表板在-30 ℃下进行低温安全气囊爆破实验。
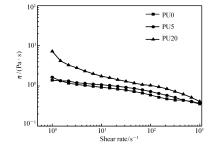
改变色浆的加入量,制备了不同色浆质量分数的水性聚氨酯涂料,测定了涂料的粘度-剪切速率流变曲线,结果如图1所示。 体系的粘度随着剪切速率的增大而减小,即剪切稀化,呈现出非牛顿流体的特性。 造成这一现象的可能原因是在低剪切速率下,体系未受到外界条件破坏,体系在流变曲线上表现为具有较大的粘度值[20];当剪切速率增加后,剪切应力增强,聚集体结构受到破坏,体系表现为表观粘度下降,涂料显示出剪切稀化行为[20,21]。 随着色浆的加入,体系粘度逐渐升高,其原因是由于粒子的填充会增大体系的粘度。 由于加入不同质量分数色浆的体系的粘度增加的不大,喷涂实验结果表明色浆的加入未对喷涂性能造成影响。
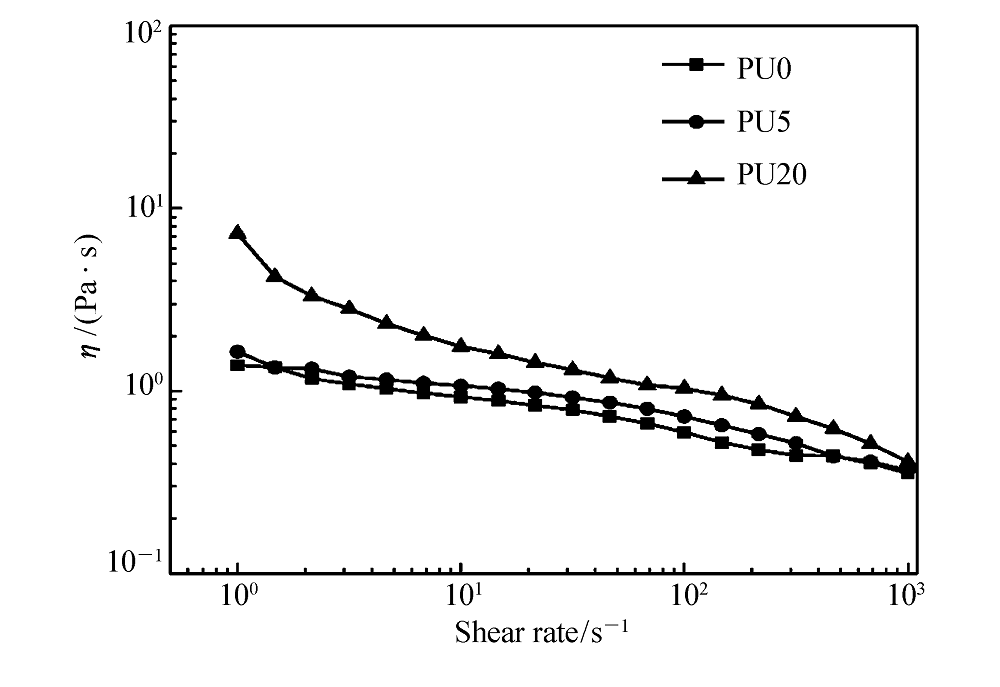 | 图1 不同色浆质量分数的水性聚氨酯涂料的粘度-剪切速率曲线Fig.1 Shear viscosity of PU coatings versus shear rate for coating with different mass fraction of color paste |
{kind=link}
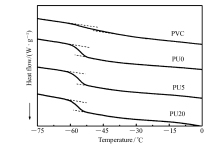
图2为水性聚氨酯涂料的DSC曲线。 PVC表皮的 Tg为-55.66 ℃,含有不同色浆质量分数的水性聚氨酯涂料的 Tg与PVC接近,分别为-57.35、-56.96和-56.68 ℃。 虽然PVC表皮的 Tg远低于-30 ℃,但在-30 ℃条件下的低温爆破实验仍会出现明显的表皮碎裂飞溅问题,因此调控 Tg并不能直接有效地解决PVC表皮飞溅问题[22,23]。
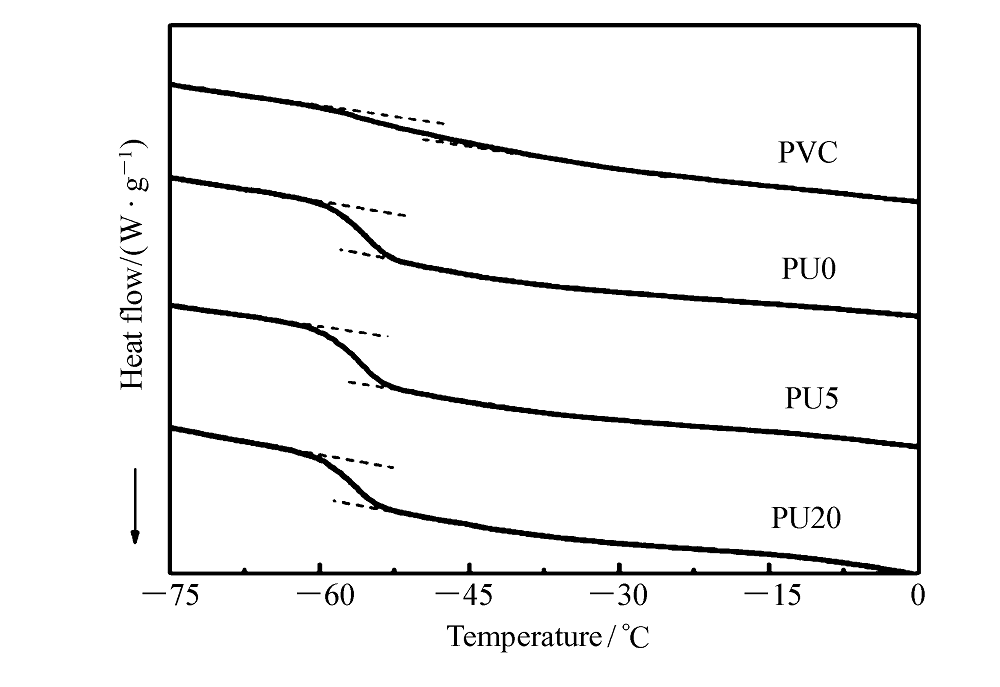 | 图2 不同色浆质量分数的水性聚氨酯涂料的DSC曲线Fig.2 DSC curves of waterborne polyurethane coatings with different mass fraction of color paste |
{kind=link}
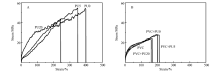
图3A为聚氨酯涂层材料的低温拉伸曲线。 随着色浆的增加,涂层材料在线性应变区PU0、PU5、PU20的模量分别为(114±4) 、(118±5)和(173±8) MPa呈现增加趋势,断裂应变呈降低趋势,最大应力值随着色浆质量分数增加略有降低。图3B为纯PVC搪塑表皮和喷涂不同色浆质量分数的聚氨酯涂层的PVC搪塑表皮的低温拉伸曲线。 PVC的模量为(72±3) MPa,随着色浆的增加,PVC+PU0、PVC+PU5、PVC+PU20材料在线性应变区的模量分别为(74±6)、(62±8)和(83±3) MPa。 与PVC差别不大,可能的原因是涂层材料的厚度比PVC层要薄很多,从而对材料的模量无大的影响。 断裂应变和最大应力随着色浆的增加并未呈现明显的规律。 由后面的爆破结果可知,难以建立含有涂层的低温拉伸性能或含有涂层的PVC表皮的低温拉伸性能与PVC表皮的低温爆破性能之间的关系。
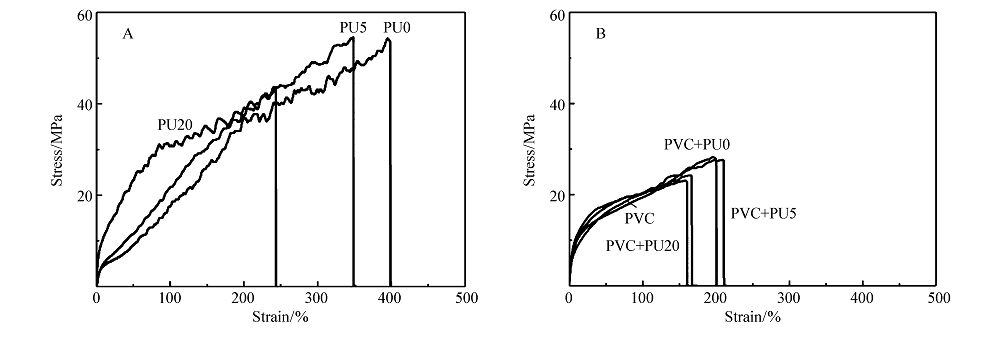 | 图3 涂料层(A)和有涂层材料的PVC搪塑表皮(B)的低温拉伸曲线Fig.3 Typical tensile stress-strain curves of coating layer(A) and PVC skin with coating layer(B) at -30 ℃ |
{kind=link}
通过低温抗撕裂实验测得PVC、PU0、PU5、PU20的低温撕裂强度分别为(88±3)、(136±4)、(116±3)、(106±4) kN/m。涂层材料的撕裂强度均大于PVC表皮,但随着色浆质量分数增加,纯涂层材料的撕裂强度呈现降低趋势,可能是其中的无机粒子质量分数的增加降低了其撕裂强度。 从后文的爆破结果可知,撕裂强度更高的涂层材料未直接导致PVC搪塑表皮的低温爆破性能增强,因此无法建立材料的低温抗撕裂性能与材料的低温爆破性能的关系。
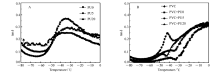
图4A为不同色浆质量分数的水性聚氨酯涂料的DMA曲线,由于安全气囊低温爆破实验是在-30 ℃条件下进行,冲击力的频率为100 Hz,因此相对应的DMA实验温度范围-80~0 ℃,频率选用100 Hz,升温速率为3 ℃/min。 在-30 ℃时,PU0、PU5、PU20的tan δ分别为0.249、0.373和0.291。随着温度的升高,水性聚氨酯涂层的tan δ呈现下降的趋势,其中PU5的tan δ值最大,PU20略小于PU5,但远大于PU0;在-30 ℃时,PU5具有较好的阻尼效果。图4B为有涂层材料的PVC搪塑表皮的DMA曲线。 在-30 ℃时,PVC、PVC+PU0、PVC+PU5、PVC+PU20的tan δ值分别为0.063、0.155、0.222和0.189,不含涂层的PVC搪塑表皮的tan δ较小,可见聚氨酯涂料能明显地改善PVC搪塑表皮的阻尼性,其中PVC+PU5的tan δ值最大,阻尼效果最好。
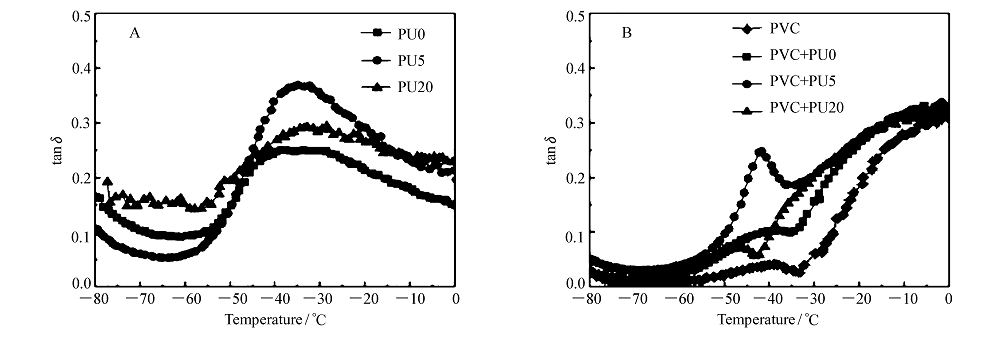 | 图4 涂料层(A)和有涂层材料的PVC搪塑表皮(B)的DMA曲线Fig.4 DMA curves of coating layer(A) and PVC slushed skin with coating layer(B) |
{kind=link}
下面对色浆的加入导致涂层材料阻尼值变化的可能原因进行探讨。 色浆的主要成分为:水、颜料(本文中是炭黑)、分散剂、润湿剂、消泡剂等组成。 由于色浆为混合物,色浆中各组份均可能对体系的阻尼值产生一定影响。 色浆中的颜料主要是无机粒子,无机粒子的加入可能导致聚合物基体的阻尼值增加。 Wei等[24]发现随着改性的笼型聚倍半硅氧烷(POSS)纳米粒子质量分数的增加,聚氨酯复合材料的tan δ由0.90增加到1.16,造成这一结果的可能原因是POSS与聚氨酯基体界面之间的摩擦损耗作用导致体系阻尼因子增大。 需要指出的是,也有文献报道无机粒子的加入导致聚合物基体的阻尼值降低[25]。 色浆中的其他助剂分散剂、润湿剂、消泡剂等通常含有低相对分子质量的高分子。 低相对分子质量的高分子如增塑剂的加入往往会导致体系的分子链的运动能力增加,从而使阻尼因子增加[26]。 综上所述,本文中观察到的色浆的加入导致涂层材料阻尼值增大可能的原因是:色浆中的炭黑粒子与聚氨酯基体界面的摩擦损耗增强和/或低相对分子质量的高分子导致聚氨酯分子链的运动能力增加引起的[24,26]。 但是,由于色浆组成复杂,未对其阻尼因子变化的机理做更深入的研究。
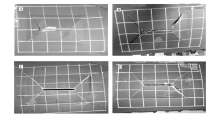
图5为有涂层材料的PVC搪塑表皮经冷刀弱化后的低温爆破结果,可见,没有涂层材料的PVC搪塑表皮出现了明显的表皮碎裂飞溅问题;PVC+PU20和PVC+PU0表皮虽然避免了表皮碎裂飞溅问题,但裂纹不是完全沿冷刀弱化线平整打开的,效果不理想。 PVC+PU5效果最好,PVC表皮完全沿冷刀弱化线平整打开,且其它部位未产生裂纹,为低温爆破实验提供了最优配方。
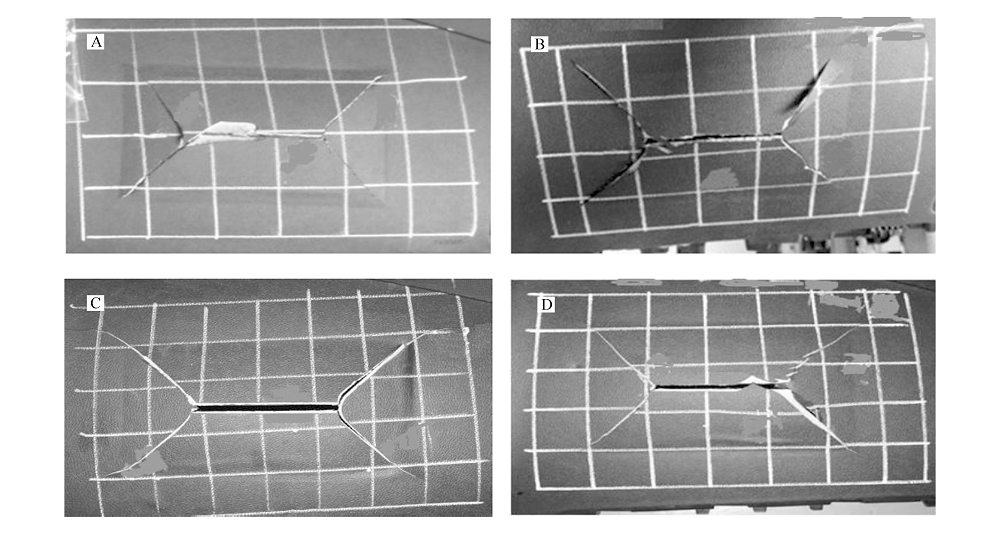 | 图5 有涂层材料的PVC搪塑表皮的低温爆破结果Fig.5 Low temperature blasting results of PVC skin with coating layer A.PVC; B.PVC+PU0; C.PVC+PU5; D.PVC+PU20 |
{kind=link}
表2为不同色浆质量分数的水性聚氨酯涂层的性能。 涂层材料的 Tg均远低于-30 ℃且与纯的PVC接近,因此该因素无法直接用于评价材料低温爆破性能;从低温拉伸实验的结果可以看出,PU5的最大应力值与拉伸模量略高于其它PU0与PU20,但数值并不明显;材料的撕裂强度与爆破结果也无直接的相关性;从DMA实验结果可以观察到PU5在低温的阻尼因子tan δ值明显高于PU0与PU20,该实验结果表明,低温爆破实验与材料的阻尼性密切相关。
| 表2 不同色浆质量分数的水性聚氨酯涂层性能对比 Table 2 Performance comparison of waterborne polyurethane coatings |
涂有PU5涂层材料的PVC搪塑表皮与纯PVC搪塑表皮经冷刀弱化后的低温爆破现象的机理如下:冷刀弱化的作用是使表皮表面产生缺陷,在爆破试验中,材料在低温环境中受到外界大量的能量冲击,其频率高达100 Hz,能量几乎全部作用在裂纹尖端,理想的爆破实验结果是材料仅在经过冷刀弱化的缺陷部位发生破裂,其它部分在涂层材料的保护下不会发生破碎或裂纹现象。 然而,实际生产的PVC 表皮中往往含有气泡等缺陷,导致低温爆破冷刀弱化线外的区域也产生裂纹甚至是表皮的碎裂飞溅。 涂有高阻尼性涂层的PVC搪塑表皮,在冷刀弱化处理时,设计的冷刀弱化线部分的涂层材料也会被切断,从而保证材料在冷刀弱化线部位能顺利破裂;而在冷刀弱化线外的区域,由于部分冲击能量被涂层材料吸收,涂层材料的阻尼因子越大耗散的能量越多,将使传至PVC表皮的应力低于裂纹产生的零界应力,因此冷刀弱化线外的区域PVC表皮未产生裂纹和碎裂。
本文制备了一系列不同色浆质量分数的水性聚氨酯涂料,并将其喷涂在汽车仪表板聚氯乙烯(PVC)表皮的背面形成复合材料。 结合含有涂层材料的PVC表皮的低温爆破实验,发现当色浆质量分数为5%时,将其喷涂在PVC搪塑表皮上形成的复合材料的低温爆破结果最好。 含有涂层材料的PVC表皮在-30 ℃的低温爆破性能与涂层材料的玻璃化转变温度、低温拉伸、低温撕裂性能的关系并不大,而与涂层材料的阻尼性能直接相关。 材料的阻尼性能越好,其低温爆破性能越好。 本文对色浆的加入导致涂层材料阻尼值变化的可能原因进行探讨,其中色浆的加入导致涂层材料阻尼值增大可能的原因是:色浆中的炭黑粒子与聚氨酯基体界面的摩擦损耗增强和/或低分子量的高分子导致聚氨酯分子链的运动能力增加引起的。 本文的研究解决了PVC搪塑表皮的低温爆破过程中存在的安全问题,将为汽车内饰制造企业生产汽车仪表板表皮提供指导。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|