
WANG Xiaowei, FU Zhilei, LIU Fang, et al. Effect of Polyvinyl Chloride Skin Composition on Vulcanization of Additive Silicone Rubber[J]. Chinese Journal of Applied Chemistry, 37(1): 32-39

‡共同第一作者
采用流变学方法研究了双组分加成型硅橡胶在不同聚氯乙烯(PVC)表皮上的固化动力学,并利用红外光谱、核磁共振波谱、电感耦合等离子体质谱仪等手段分析了PVC表皮成分,以确定导致双组分加成型硅橡胶不固化的具体原因。 结果表明,PVC表皮中导致硅橡胶不固化的主要元素为P元素。 在固定硅橡胶厚度为1 mm的情况下,当PVC表皮中的P元素质量分数低于3×10-3%时,浇注在其上的双组分加成型硅橡胶依然能固化;而当PVC表皮中的P元素质量分数超过约2.4×10-2%时,虽然浇注在其上的双组分加成型硅橡胶的中间层依然能固化,但与PVC表皮接触部分的硅橡胶不固化,且不固化层厚度随P元素质量分数增加而增加。 本文还研究了在P元素质量分数低于3×10-3%的PVC表皮上,降低硅橡胶厚度至微米级时的固化行为,在P元素质量分数低于3×10-3%的PVC表皮上,当硅橡胶厚度低于2 μm时,硅橡胶出现不完全固化现象。 双组分加成型硅橡胶在含有P元素的PVC表皮表面的固化行为主要是由硅橡胶样品中铂催化剂总含量及PVC表皮中的P元素含量确定的,同时也会受到双组分加成型硅橡胶反应速率以及铂催化剂、P元素在硅橡胶中的扩散速率的影响。
 , GUAN Dongbo
, GUAN Dongbo
‡Co-first author
In this paper, the curing kinetics of two-component addition silicone rubber on different polyvinyl chloride (PVC) skins was studied with rheological method. The components of PVC skins were analyzed to determine the mechanism of uncuring of two-component addition silicone rubber by using Fourier transform infrared spectrometer (FTIR), nuclear magnetic resonance (NMR), and inductively coupled plasma mass spectrometer (ICP-MS). The results show that phosphorus (P) is the main element in the PVC skin that causes the difficulty in curing of silicone rubber. At the fixed silicone rubber thickness of 1 mm, when the content(mass fraction) of P element in the PVC is below 3×10-3%, the two-component addition silicone rubber casted on the PVC skin can still be solidified completely; when the content of P in the PVC skin exceeds about 2.4×10-2%, although the intermediate layer of two-component addition silicone rubber can be cured, the layer contacting PVC skins fails to cure, and the thickness of the uncured layer increases with the content of P. Besides, reducing the thickness of silicone rubber to micron on the skin of PVC with P element content less than 3×10-3%, especially less than 2 μm, the silicone rubber can not cure completely. The consequences mentioned above indicate that the curing behavior of two-component addition silicone rubber on the surface of PVC skin containing P element is mainly influenced by the total content of platinum catalyst in silicone rubber and the content of P element in PVC skin, while the reaction rate of two-component addition silicone rubber and diffusion rates of platinum catalyst and P element in the silicone rubber have ffects as well.





汽车仪表板作为汽车内饰的组成部分,为了满足消费者对于汽车装饰性、舒适性的要求,表面通常覆盖一层表面印有纹理的聚氯乙烯(PVC)表皮,这种PVC表皮一般由PVC粉料在搪塑模具中经过加工后制得,因此PVC表皮上对汽车起到装饰作用的表面纹理是否清晰与搪塑模具有关[1,2,3,4]。 在搪塑模具的制造过程中,需要将硅橡胶浇注在用表面印有纹理的PVC表皮包覆的裹皮模型上,脱模后得到印有纹理的硅橡胶模型,这一步对于搪塑模具能否制得表面纹理清晰的仪表板表皮至关重要[5,6,7]。
硅橡胶模型的制备过程中所用的硅橡胶一般为双组分加成型硅橡胶,通常由乙烯基生胶、含氢硅油、铂催化剂等组成。 双组分加成型硅橡胶 前胶料的粘度较低,便于浇注,固化时不放热,无低分子副产物放出,收缩率小,能深度固化,且操作简单,因此广泛应用于模具制造领域[8,9,10,11]。 但在实际生产中发现,当加成型硅橡胶浇注在PVC表皮上时,有些PVC可以使硅橡胶固化,而有些PVC则不可以。 硅橡胶在两者的接触面上不能完全固化,不能复制出清晰的纹理。 文献研究表明,加成型硅橡胶中的铂催化剂在遇到某些物质时会失效,这一现象被称为铂催化剂中毒[12]。 这种情况会造成材料的大量浪费,提高了生产成本。 近年来人们对导致铂催化剂中毒的物质种类进行了大量研究,发现硅橡胶与含N、P、S等元素的有机物或Sn、Pb、Hg、Bi、As、Cr等重金属的离子性化合物及含炔基的不饱和有机物接触时,所含的铂催化剂易中毒而使硅橡胶不能正常固化[12,13,14,15]。 在搪塑模具制备过程中,PVC表皮通常由PVC树脂、增塑剂、热稳定剂及其他添加剂等混合而成[16],不同车型使用的表皮配方不同,其中PVC树脂是主要成分,经前期实验验证,加成型硅橡胶在纯PVC上可以正常固化,PVC表皮中具体哪些成分导致加成型硅橡胶不能固化,目前还不明确。
为了优化生产工艺,提高经济效益,本文针对搪塑模具制备中加成型硅橡胶在某些PVC表皮上不固化的问题进行了深入研究。 采用流变学方法研究硅橡胶在不同PVC表皮上的固化行为,并利用多种表征方法分析PVC表皮中所含成分,以确定导致加成型硅橡胶不固化的原因,并进一步分析PVC表皮导致铂催化剂中毒的机理。
460型环氧树脂代木购于深圳市宏旺模具有限公司;4种用于汽车仪表板裹皮模型的PVC表皮由长春富维安道拓汽车饰件系统有限公司提供,分别命名为I、II、III、IV;DY6840型双组分加成型硅橡胶购于深圳市大友硅橡胶模具有限公司,其中硅橡胶DY6840#A组分中含有铂催化剂和乙烯基(—CH=CH2)官能团,硅橡胶DY6840#B组分中含有硅-氢键(—Si—H)和乙烯基(—CH=CH2)官能团。
VERTEX 70型傅里叶变换红外光谱仪(FTIR,德国Bruker公司);AVANCE III 400型核磁共振波谱仪(NMR,瑞士Bruker公司);XseriesII型电感耦合等离子体质谱仪(ICP-MS,美国ThermoScientific公司);iCAP6300型电感耦合等离子体光谱仪(ICP-OES,美国ThermoScientific公司)。
为了研究PVC中所含成分对硅橡胶固化过程的影响,需要将PVC固定在流变仪夹具上。 由于PVC与金属夹具不能粘接牢固,因此将460型环氧树脂代木加工成直径为25 mm的流变仪平板夹具。 然后用特种胶将4种厚度均匀、直径为25 mm的PVC表皮圆片粘在环氧树脂代木夹具上,如图1B所示。 将双组分加成型硅橡胶DY6840的A组分与B 组分按质量比为1:1混合,搅拌5 min,然后在真空状态下放置5 min,以除去样品中的气泡,然后立即在流变仪上进行测试。 所用的夹具为图1所示的25 mm的平行板夹具,图1A为流变仪用铝夹具,图1B为在环氧树脂表面粘有PVC表皮的自制夹具,其中铝夹具测试结果作为对照(见图2E),夹具间的间距为1 mm。 时间扫描实验的频率是10 rad/s,应变是0.2%(在线性应变区),实验温度为25 ℃。
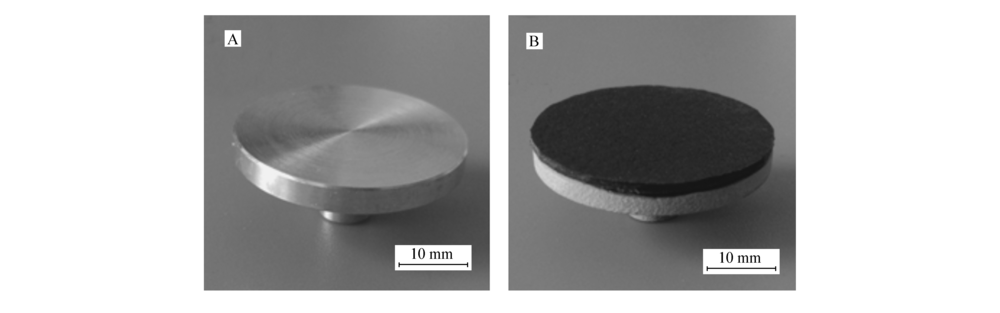 | 图1 流变仪用铝夹具(A)和和环氧树脂表面粘有PVC表皮的自制夹具(B)的光学照片Fig.1 Picture of aluminum geometry of rheometer(A) and homemade geometry with PVC layer on epoxy resin(B) |
{kind=link}
采用旋转流变仪对硅橡胶的固化动力学进行分析[17],温度为25 ℃时,硅橡胶在不同PVC夹具及铝夹具(Control)间的时间扫描结果如图2所示。 从图2可以看出,所有样品在反应起始阶段损耗模量( G″) 大于储能模量( G’),处于类液态;随着反应的进行, G' 和 G″ 逐渐变大,说明体系中的交联点随着反应的进行逐渐增多;而在后期, G'超过 G″,处于类固态[18,19]。 硅橡胶在铝夹具以及Ⅲ、Ⅳ两种PVC夹具间固化时,15000 s(约4.17 h)之后达到平台区,硅橡胶完全固化。 而在Ⅰ、Ⅱ两种PVC夹具之间固化时,硅橡胶在后期虽也处于类固态,但 G’与 G″仍在缓慢增加,并未形成平台区,这两组硅橡胶最后的 G’小于另外3组硅橡胶的 G’。 另外,虽然在铝夹具以及Ⅲ、Ⅳ两种PVC夹具间的硅橡胶均完全固化,但这3组硅橡胶固化后的 G'大小仍存在差异,这一现象将在2.4节中进行深入讨论。
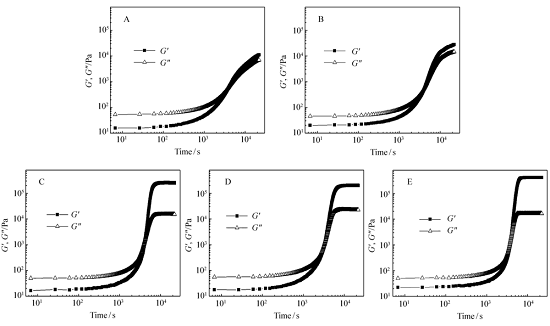 | 图2 在不同夹具上储能模量( G’)和损耗模量( G″)随反应时间的变化Fig.2 Storage modulus( G’) and loss modulus( G″) vs reaction time on different geometries A.PVC Ⅰ; B.PVC Ⅱ; C.PVC Ⅲ; D.PVC Ⅳ; E.Control |
{kind=link}
在硅橡胶的固化过程中, G'达到变化最快的点所需的时间( tmax)常用来表示硅橡胶的固化快慢[20],即所需时间越短,硅橡胶的固化速率越大。 Ⅰ、Ⅱ、Ⅲ、Ⅳ和空白组的 tmax分别为6888、8466、5392、5899和5539 s。 5组硅橡胶的固化速率有很大差异,在Ⅰ、Ⅱ两种PVC夹具间的硅橡胶的固化速率较小,明显慢于其它3组,而在铝夹具以及Ⅲ、Ⅳ两种PVC夹具间的硅橡胶的固化速率相差较小,这是因为Ⅰ、Ⅱ两种PVC表皮中的成分与硅橡胶中的铂催化剂发生反应,造成部分铂催化剂失效,导致硅橡胶的加成反应速率变慢。
流变实验24 h后的PVC夹具上残留形貌如图3所示。 从图3中可以看出,硅橡胶在铝夹具与Ⅲ、Ⅳ两种夹具间, PVC表皮上无硅橡胶残留,说明硅橡胶能在表皮上完全固化。 而在Ⅰ、Ⅱ两种PVC夹具间固化时,与上下表皮接触面部分的硅橡胶仍然呈黏流态,没有完全固化,PVC夹具上有明显的黏流态硅橡胶残留。 该结果说明加成型硅橡胶在遇到Ⅰ、Ⅱ两种PVC表皮中的某种成分时,会产生铂催化剂中毒现象,导致硅橡胶不能完全固化。 为了进一步研究PVC表皮成分对硅橡胶固化形貌的影响,先将在Ⅰ、Ⅱ两种PVC夹具间固化的硅橡胶的表面未固化层刮掉,然后测量了在4种PVC夹具间固化的硅橡胶的固化层的厚度。 其中Ⅲ、Ⅳ两组实验中的硅橡胶固化层厚度均为1 mm,即实验中所设置的夹具间距,而Ⅰ、Ⅱ两组实验中的硅橡胶固化层厚度分别为0.88和0.71 mm。
 | 图3 硅橡胶在不同PVC表皮(Ⅰ/Ⅱ/Ⅲ/Ⅳ)上反应后的残留形貌Fig.3 Residual morphology of silicone rubber after vulcanization on different PVC skins(Ⅰ/Ⅱ/Ⅲ/Ⅳ) |
{kind=link}
为了确定PVC表皮中是否含有使铂催化剂中毒的炔基和乙烯基等不饱和官能团,对4种PVC进行了FTIR及固体13C NMR检测。 4种不同PVC表皮的FTIR结果如图4所示。 分析图4各谱线可知,4种表皮均显示出了PVC的特征峰:698、607 cm-1处是PVC中C—Cl键的伸展振动峰;960 cm-1处是C—H键的弯曲振动峰,1067 cm-1处是C—C键的伸展振动峰,1425 cm-1处是CH2—Cl键的伸展振动峰,1462 cm-1处是亚甲基CH2的弯曲振动峰,2925、2855 cm-1处是亚甲基CH2的伸展振动峰。此外,还观察到PVC中通常加入的邻苯二甲酸类增塑剂及其部分分解的特征峰:1724 cm-1处是C=O键的伸展振动峰,3650 cm-1处的较宽很小的吸收峰是羟基的伸展振动峰(邻苯二甲酸类增塑剂加热易分解成2-乙基己醇)[16]。 而样品在3072、3005、1640 cm-1处未出现吸收峰,说明不含有乙烯基官能团[21];样品在2120 cm-1处同样未出现吸收峰,说明不含有炔基官能团[21]。
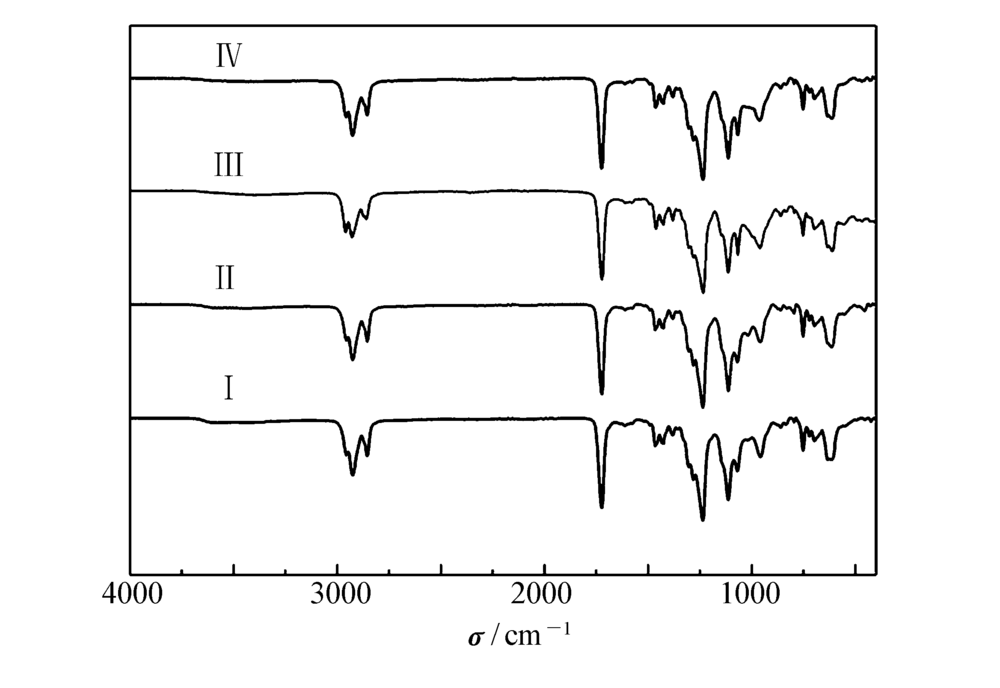 | 图4 4种PVC表皮(Ⅰ/Ⅱ/Ⅲ/Ⅳ)的红外光谱图Fig.4 FTIR spectra of four types of PVC(Ⅰ/Ⅱ/Ⅲ/Ⅳ) |
{kind=link}
图5是4种PVC表皮的13C NMR谱图。图5中同样可以看到,PVC中所含的特征峰: δ 56.8处有明显的峰,这是CH2—Cl上C的特征化学位移; δ 31.9、23.0和14.3处有明显的峰,这是R—CH2CH2CH3上的C的特征化学位移。 但未观察到炔基官能团在 δ 100左右,以及乙烯基官能团在 δ 110左右的C的特征化学位移峰[22]。
 | 图5 4种PVC表皮(Ⅰ/Ⅱ/Ⅲ/Ⅳ)固体的核磁13C谱Fig.5 13C NMR of four types of PVC(Ⅰ/Ⅱ/Ⅲ/Ⅳ) |
{kind=link}
综上所述,13C NMR和FTIR结果是一致的。 4种PVC表皮的吸收峰位置几乎完全相同,所含的官能团一致,不含乙烯基与炔基等不饱和官能团,排除了不饱和官能团导致铂催化剂中毒的可能[12,13,14]。
表1是4种PVC表皮的ICP-MS和ICP-OES结果。 从表1中可以看出,4种PVC表皮中几乎不含有N,Bi,Sn,Sb元素,可以排除这些元素及其化合物使铂催化剂中毒的可能。 另外,4种PVC表皮中均含有S、P、Pb、Cr、Hg、As等可以使铂催化剂中毒的元素[12,13]。 根据表2计算出以上各元素占所有可能导致铂催化剂中毒的摩尔分数,如表2所示。 结合两表结果可以看出,相较于Ⅲ、Ⅳ两种PVC,Ⅰ、Ⅱ 两种PVC中的P元素含量较高,占比达到了约88 %,Pb、Cr、Hg、As等元素含量差异较小。 而Ⅰ、Ⅱ两种PVC中的S元素跟Ⅳ相当,同时低于Ⅲ中S的含量。 综上说明PVC表皮中的P、S、Pb、Cr、Hg、As等元素可能使铂催化剂中毒,其中的P元素在导致催化剂中毒的反应中起到主要作用。
| 表1 PVC表皮中可能导致催化剂中毒元素的质量分数 Table 1 The mass fraction of catalyst poisoning elements in the PVC skin |
| 表2 自制PVC夹具中导致铂催化剂中毒的各元素占所有可能导致中毒元素的摩尔分数 Table 2 The elements in self-made PVC geometries that cause poisoning of theplatinum catalyst account for the mole fraction of all possible poisoning elements |
5组实验用的是同一种硅橡胶,其固化后的 G'和 G″的大小应基本相同,而从图2中可以看出,5组实验中硅橡胶最后的 G' 大小均不相同,造成这种结果的原因是各夹具中导致催化剂中毒的元素含量不同。 Ⅰ、Ⅱ两种PVC夹具中含有较多使催化剂中毒的元素,导致这两组实验中接触到PVC表皮的硅橡胶不能完全固化,因此两组硅橡胶的 G' 较小,并且表皮Ⅱ中使催化剂中毒的元素含量高于表皮Ⅰ,从而使得在表皮Ⅱ夹具间固化的硅橡胶的 G'小于在表皮Ⅰ夹具间固化的硅橡胶的 G' ,说明当PVC中的元素含量足以导致硅橡胶中的催化剂中毒时,PVC中使催化剂中毒的元素含量越多,硅橡胶最后的 G'越小。 铝夹具以及Ⅲ、Ⅳ两种PVC夹具中几乎不含有或含有极少使催化剂中毒的元素,这些元素不足以使接触面部分的催化剂失效,硅橡胶最后能完全固化,因此它们固化后的 G'较高。 而这3组硅橡胶固化后的 G'大小仍存在差异,可能是以下两种原因导致的:1)因为不同PVC的硬度不同,流变实验时自制夹具中不同PVC的柔量不同,造成3组硅橡胶最后的平台模量略有差异;2)PVC当中的增塑剂受温度的影响会析出醇类物质到PVC表面,而醇中的羟基会与硅橡胶中的Si—H键反应,导致Si—H键浓度降低,交联点数目减少。 而不同PVC采用的增塑剂不同,析出的羟基浓度也不相同,形成的交联点数目也不相同,因此导致平台模量存在差异。
为了进一步探究PVC表皮导致铂催化剂中毒的机理,选取Ⅲ、Ⅳ两种未中毒的PVC表皮,将硅橡胶浇注在中毒表皮上得到不同厚度的样品,分析样品厚度对硅橡胶固化是否存在影响。 实验结果表明,不同厚度的硅橡胶在Ⅲ、Ⅳ两种PVC表皮上固化后,PVCⅢ表皮上的硅橡胶薄至1 μm时,仍可以完全固化,且表面形成了清晰的花纹,沟壑明显;PVCⅣ表皮上固化的硅橡胶厚度为35 μm时,硅橡胶能够完全固化,而当硅橡胶厚度减少至12 μm时,可以发现部分硅橡胶未固化,仍然处于发粘状态,硅橡胶表面不能形成清晰花纹,如图6所示;并且随着硅橡胶厚度的降低,硅橡胶未固化部分的面积及PVC表皮上的残留硅橡胶逐渐增加,说明铂催化剂中毒现象逐渐严重。
 | 图6 在未中毒表皮(PVC Ⅳ)上不同厚度硅橡胶反应后的残留形貌Fig.6 Residual morphology after reaction of silicone rubber on the skin of ⅣPVC with different thicknesses A.1 μm; B.2 μm; C.3 μm; D.5 μm |
{kind=link}
为了更好解释铂催化剂中毒的原因,图7描绘了硅橡胶在不同类型PVC表皮上固化的动态过程:当表皮中含有少量中毒元素时(图7A),随着硅橡胶固化反应的进行,交联密度不断增大,部分中毒元素迁移至硅橡胶中,与铂催化剂配合发生中毒现象,但中毒的催化剂的量极少,硅橡胶A/B组分在催化剂作用下仍能正常反应,最终完成固化。 当表皮中所含中毒元素较多时(图7B),随着固化反应进行,中毒元素不断地迁移至硅橡胶中,与表皮接触部分铂催化剂优先发生配合反应,引起大多数的催化剂中毒失效,最终造成中间层固化而表皮接触部分硅橡胶仍为粘流态。 根据不同厚度的实验结果,本文还给出了厚度为微米级时的固化动力学模型(图7C)。 由于厚度较小,所含铂催化剂也随硅橡胶用量减少而成比例减少,而未中毒表皮中迁移出的中毒元素使得硅橡胶中仅有的铂催化剂几乎全部中毒失效,因而在未中毒表皮上本能正常固化的硅橡胶此时也出现了比较严重的中毒现象。 所以硅橡胶在聚氯乙烯表皮上固化的过程中,不单单要考虑表皮中所含中毒元素的含量,还需注意硅橡胶中铂催化剂的含量。 因为双组分加成型硅橡胶的固化行为受到双组分加成型硅橡胶反应速率以及铂催化剂、P元素在硅橡胶中的扩散速率三者的共同影响。
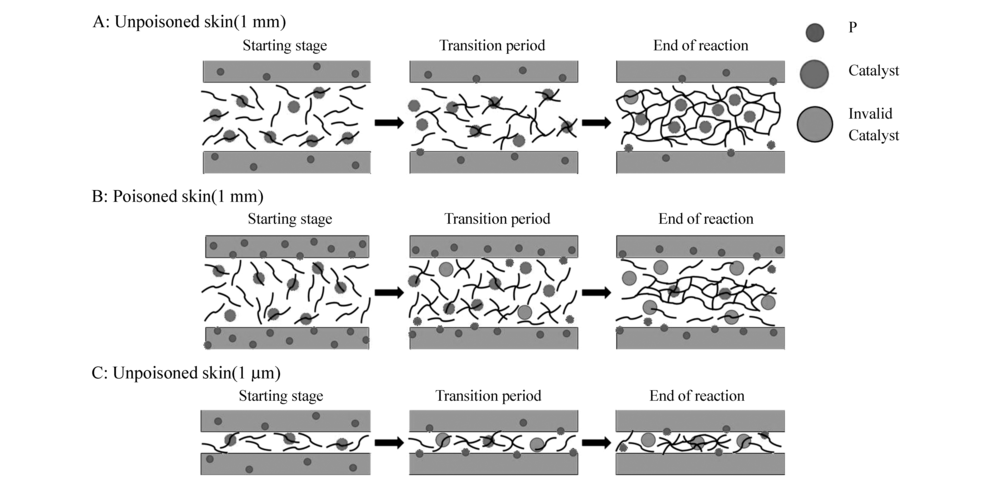 | 图7 硅橡胶在不同PVC表皮上的交联固化动态模型Fig.7 Cross-linking model of silicone rubber at different PVC skins |
{kind=link}
采用流变学方法研究了双组分加成型硅橡胶在不同PVC表皮上的固化动力学。 在固定硅橡胶厚度的情况下,当PVC表皮中的P元素含量较低时,浇注在其上的双组分加成型硅橡胶依然能固化,而当PVC表皮中P元素含量过高时,会导致与PVC表皮接触的硅橡胶层不固化。 在P元素含量较低的PVC表皮上,当降低硅橡胶厚度至微米级时,硅橡胶也出现不完全固化现象。 还进一步对双组分加成型硅橡胶在含有P元素的PVC表皮表面的固化机理进行了分析:双组分加成型硅橡胶在含有P元素的PVC表皮表面的固化行为主要是由硅橡胶样品中铂催化剂总含量及PVC表皮中的P元素含量确定的,同时其固化行为也受到双组分加成型硅橡胶反应速率以及铂催化剂、P元素在硅橡胶中的扩散速率的影响。 本文的研究工作将为在搪塑模具制造过程中在表面印有纹理的PVC表皮包覆的裹皮模型上翻印硅橡胶模型提供指导。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|