

TANG Huaguo, ZHAO Wei, LIU Jianwei, et al. Synthesis and Mechanical Performances of Bulk Ultrafine Aluminum[J]. Chinese Journal of Applied Chemistry, 32(9): 1070-1074


从99.7%的金属铝粉出发,通过机械球磨制粉及快速压锻烧结技术制备得到了高强金属铝块,拉伸性能测试表明,金属铝的抗拉强度为537 MPa,屈服强度为495 MPa。 电子显微镜分析表明,金属铝具有0.5~5 μm的显微组织。 高强金属铝的主要强化机制是细晶强化。 较低的制备成本适合大规模工业化生产。
High strength bulk aluminum has been prepared by mechanical milling and press-forming processes. The bulk aluminum exhibits a high tensile strength of 537 MPa and a yield strength of 495 MPa. Characterization of microstructures reveals that the grain size of the bulk aluminum is between 0.5~5 μm. The high strength of pure aluminum is benefit from the fine grain size. The low fabrication cost with mechanical milling and press-forming is suitable for industrialized production.
金属铝及铝合金具有密度低、比强度高、比刚度高等特点,在工程领域有着广泛的应用[1]。 随着航空航天及汽车工业的发展,人们对铝合金的性能提出了越来越高的要求。 将常规铝合金的晶粒细化到纳米尺度,可以使铝合金的性能迅速提高,其主要机制为细晶强化[2,3],目前有多种技术可以制备具有纳米显微组织的铝合金,比如:惰性气氛冷凝[4]、大塑性变形[5,6,7,8]、非晶晶化[9]、微波烧结[10]和等离子烧结[11]等。 采用上述方法制备的铝合金强度较常规粗晶铝合金有了较大幅度的提升,但是由于一些技术手段的限制,其制备的样品尺寸较小,只能测试其压缩性能和硬度,无法评价通用的拉伸性能。 另外,一些合成方法的工艺路线较复杂且制备成本偏高,不适合大规模的工业化生产。
机械球磨作为一种固态制粉技术,是制备纳米粉体的理想方法。 目前文献报道了一些利用该技术联合先进的热处理工艺制备纳米及超细结构金属铝的研究[12,13,14],这些热处理工艺包括原位烧结[12]、高压变形[13]及热压快速烧结等[14]。 在此基础上发展起来的快速压锻烧结技术[15]是一种快速粉末冶金方法,可制备纳米或亚微米结构的铝合金,它可以在较短的时间内(3 min)完成粉体的致密化烧结,从而抑制显微组织的长大,获得高性能的材料。 由于该方法具有工艺简捷,可制备高性能及大尺寸铝合金的优点材料而备受关注,具有很好的市场推广前景。
本文从金属铝粉出发,通过机械球磨制粉联合快速压锻烧结相结合的方法制备高性能金属铝,测试了材料的拉伸强度,并研究了材料性能和显微结构的关系。
铝粉,粒度为40 μm,纯度为99.7%,洛阳发现者铝业有限公司。 乙醇,分析纯,北京化工厂。 FE-05型高能球磨机(杭州中阳化工机械有限公司)。 Instron model 1125型电子拉力试验机(美国英斯特朗公司);(Rigaku)D/max-ⅡB型X射线衍射仪(日本理学公司),XL30型场发射扫描电子显微镜(ESEM,美国Philips公司);TecnaiG2型透视电子显微镜(TEM,美国FEI公司);XSeriesII ICP-MS型电感耦合等离子体质谱仪(Thermo Electron美国热电公司)。
准确称量4 kg铝粉,放入球磨罐中,利用震动式高能球磨机对铝粉进行高能球磨,震动频率24.5 Hz,混合1~4 h。 为提高球磨效率,采用不同直径( ϕ 10,15 mm)大小的低碳钢球作为磨球,钢球与粉料的质量比为10:1。 同时加入质量分数0.16%无水乙醇作为过程控制剂以防止铝粉锻接,通过机械球磨制粉过程获得高活性铝粉。 利用开瓣模具将上述得到的粉末在500 MPa的压力下压制成40 mm×40 mm×10 mm的坯体。 坯体加热温度为630 ℃,加热时间为3 min。 采用快速压锻烧结方式,在1 min内对坯体加压至800 MPa,成型后得到尺寸为65 mm×65 mm×3 mm的块状样品。
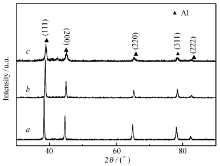
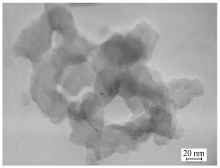
图1给出了不同球磨时间后金属铝粉的XRD谱图。 从图1可以看出,随着球磨时间的增加,金属铝的衍射峰强度逐渐降低,衍射峰也逐步宽化,这主要是晶粒细化和晶格畸变引起的。 通过谢乐公式计算2 h球磨后的铝粉晶粒尺寸为65 nm,3.5 h球磨后的晶粒尺寸为52 nm。图2的透射电子显微镜照片证实了球磨3.5 h后铝粉的晶粒尺寸为50~70 nm。
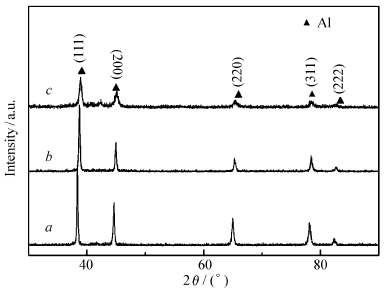 | 图1 不同球磨时间后铝粉的XRD谱图Fig.1 XRD patterns of Al powders by mechanical milling for various time a.0 h; b.2 h; c.3.5 h |
{kind=link}
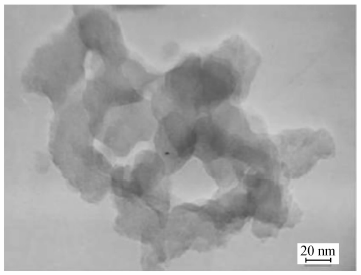 | 图2 球磨3.5 h后铝粉的TEM照片Fig.2 TEM for the Al powders ball-milled for 3.5 h |
{kind=link}
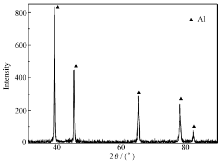
图3为3.5 h球磨后的粉体经快速压锻烧结后块体的XRD谱图。 图上只有金属铝的衍射峰,并没有出现杂相峰。 烧结后块体的衍射强度较粉体(图1谱线 c)的衍射强度得到了提高,同时烧结后衍射峰谱线的锐化现象表明,在3 min的坯体预热和1 min的快速锻压烧结过程中发生了不同程度的晶粒生长。 阿基米德排水法测试了块体金属铝的密度为2.71 g/cm3。
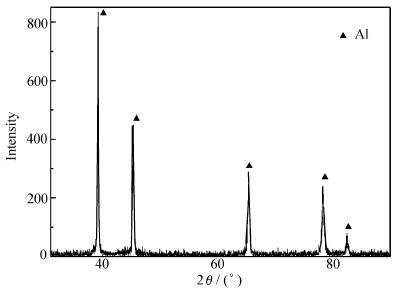 | 图3 3.5 h球磨后铝粉经压锻烧结后块体的XRD谱图Fig.3 XRD patterns of the specimen of 3.5 h milling duration followed by press-forming |
{kind=link}
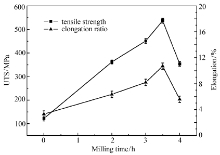
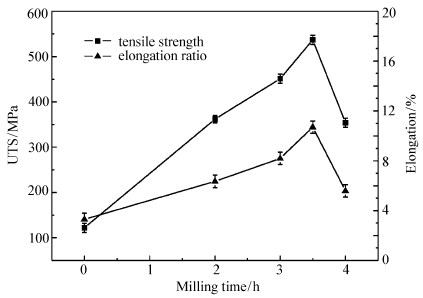 | 图4 不同时间球磨后的铝粉经压锻烧结后样品的抗拉强度和延伸率Fig.4 Variations in ultimate tensile strength(UTS) and elongation of the bulk Al as a function of milling duration |
{kind=link}
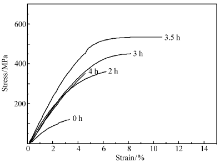
图4给出了不同时间球磨的铝粉经压锻烧结后样品的抗拉强度和延伸率。 如图4所示,随着球磨时间的增加,样品的抗拉强度和延伸率先逐渐增加,在3.5 h球磨时强度和延伸率均达到最大值(537 MPa,10%)。 随后继续延长球磨时间,样品的抗拉强度和延伸率迅速降低,4 h球磨后金属铝的抗拉强度为353 MPa,变形率为4.2%。 未经过球磨的原料直接经压锻烧结后的铝块只有122 MPa的抗拉强度和3.4%延伸率,因而样品强度的提高主要是由球磨带来的细晶结构所贡献。
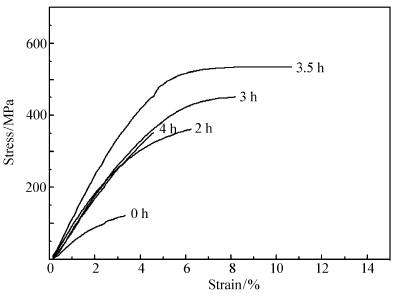
图5为不同时间球磨后金属铝的拉伸曲线。 如图5所示,由原料铝粉(未经球磨)制备的金属铝的强度和变形率较低,这主要是由于原料颗粒表面存在一层致密氧化膜,烧结时粉体间的结合力不强,从
 | 图5 不同时间球磨样品的拉伸曲线Fig.5 The tensile curves of press-formed samples with different milling durations |
{kind=link}
而导致材料的强度和延伸率较低。 利用钢球的碰撞与研磨作用,原料颗粒表面的Al2O3膜被打破,暴露出新鲜、高活性的表面,这将有利于粉体的压锻烧结及颗粒间的键合。 粉体间的结合力增强,材料的整体强度得到了提高。 同时随着球磨时间的增加,晶粒不断细化,强度不断提高。 3.5 h球磨后的材料,应变曲线上存在一个明显的屈服平台,屈服强度达495 MPa。 当球磨时间延长到4 h后,抗拉强度迅速下降。 主要原因是随着颗粒的不断细化,粉体表面活性越来越高,在粉体制坯时候出现了明显的氧化,坯体出现了氧化发热现象。 由于粉体制坯和压锻烧结均是在空气环境下进行的,并未在惰性气氛保护的环境下实施操作,因而高活性粉体在压锻过程与氧发生了反应,从而导致材料强度的下降,球磨4 h后样品的拉伸曲线显示为脆性断裂方式。
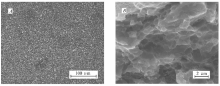
图6 A为强度为537 MPa的金属铝块的表面形貌图。 从图中可以看出,材料的表面结构是网状结构,粒度尺寸小于5 μm。图6 B给出的是同一样品的破碎表面细部形貌图。 图中韧窝较浅,且呈现不规则有棱角的形状,并未出现常规铝合金被拉长的圆形韧窝,这表明金属铝块细小的界面结构可以阻碍应力的传递,保持其原有尺寸的晶界组织,从而使材料获得了较好的拉伸强度。 通过观察晶界尺寸为500 nm至1 μm。 较宽的粒度分布(0.5~5 μm)主要是由于球磨过程中获得了非均一性尺度的粉体,在随后的压锻烧结过程中也出现颗粒的不均匀生长而导致的。
 | 图6 抗拉强度为537 MPa样品的表面形貌和断面形貌Fig.6 The surface morphology( A) and fracture surface image( B) of the sample with 537 MPa strength |
{kind=link}
在实际的工程应用中均是利用大规模的点缺陷阻碍位错移动这种方式对金属材料进行增强,这些增强方式有加工硬化、固溶增强,细晶强化、沉淀强化等[16]。表1列举了块体中不同元素的ICP分析结果,在球磨3.5 h后,杂质铁和硅的含量均出现的一定的增加,但最终杂质总含量(质量分数)仍控制在0.5%之内。 由于杂质带来的影响较小,同时考虑到本试验是在没有人为添加第二相合金元素的情况下进行的,将不考虑固溶强化和沉淀强化这种方式。 因而细晶尺寸可显著提高金属铝的强度,主要原因是细化的晶界可以阻碍位错的滑移,在拉伸测试时,细晶微观组织使得位错不容易越过晶界,从而在晶界上聚集,提高了拉伸强度。 此外少量Al2O3的存在也部分发挥了弥散强化的作用。
| 表1 不同样品的ICP分析结果 Table 1 Analysis result of ICP with different samples |
通过机械球磨和快速压锻烧结技术制备了高性能金属铝块。 机械球磨过程可以获得纳米尺度的高活性粉体,快速压锻烧结过程可以获得高致密度的块体材料,较短的烧结时间可以抑制微观组织生长。 经3.5 h球磨后获得的金属铝的抗拉强度为537 MPa,屈服强度为495 MPa,延伸率为10%。 在未添加合金元素的情况下,高强金属铝的主要强化机制是细晶强化。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|